ABP-516SB-ATC




ATC Unit and Tapping Function Drill Machine
Drilling Machine
Features
- ATC Unit
When a tool reached its tool service life setting during an automatic operation in which an automatic tool change (ATC) unit is used, the tool is automatically replaced, reducing the machine downtime. A maximum of 10 tools can be accommodated in the ATC unit.
- Automatic Tool Length Measurement Unit
This unit automatically measures the lengths of the tools accommodated in the ATC unit.
- Tapping Function
Operation from prepared hole drilling to tapping can continuously be done using one product data item, so an operation to replace the tooll after the prepared hole drilling can be eliminated, reducing machine downtime.
- Rigid and Stable Drilling
Since the feed axis (Z-axis) uses a servomotor and a ball screw and the spindle bearing in combined with a taper roller with a diameter of 70mm, chattering during drilling is reduced, drilling accuracy is improved, and the tool service life is prolonged.
- Stable Spindle Operation Achieved by the Combination of a High-power Motor and an Accurate Inverter
Since a 5.5-kW spindle motor and accurate inverter are used, irregular rotation is largely reduced, ensuring stable cutting.
- Operation Efficiency Improved by the Tool Service Life Management Function
To manage tool service life, it is set for each tool. When the service life setting (cutting length) is reached, changing of the tool is promoted.
To manage tool service life, a load factor is also set for each tool so that its load can be monitored during cutting to promote tool change.
- Workability Improved for Workers
The height of the workpiece table is lowered to reduce the burden on the worker during workpiece setup. (The heigh is about 65mm shorter than the height of the conventional machine from Takeda)
The center contact type hydraulic clamp simplifies contact with and clamping of irregularly shaped plates.
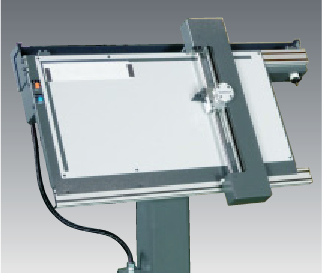
Since NC specification are improved, workability is increased.
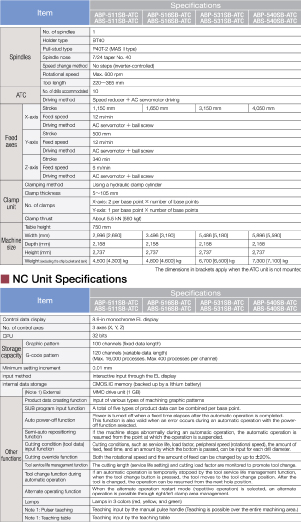
PRODUCT SPECIFICATION